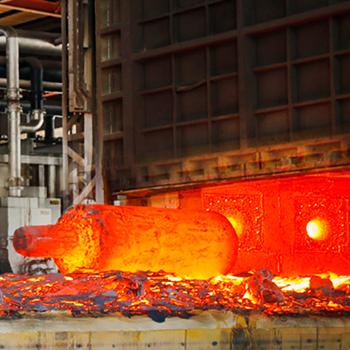
鍛造加工是利用外力使金屬坯料產(chǎn)生塑性變形�,從而獲得具有一定形狀、尺寸和力學(xué)性能鍛件的工藝過程��。在實(shí)際生產(chǎn)中,常因原材料�、工藝參數(shù)、設(shè)備操作等因素出現(xiàn)各類問題����。以下是鍛造加工中常見問題、原因及對(duì)應(yīng)的解決方案:
一�、加熱環(huán)節(jié)常見問題
1. 過熱與過燒
問題表現(xiàn):
過熱:金屬晶粒粗大,鍛件力學(xué)性能(尤其是韌性)下降��。
過燒:晶界氧化或熔化��,鍛件表面出現(xiàn)龜裂�,完全報(bào)廢。
原因:
加熱溫度過高或保溫時(shí)間過長�。
爐溫控制不均,局部溫度超標(biāo)��。
解決方案:
嚴(yán)格控制加熱溫度(參考金屬材料的始鍛溫度),使用溫控精度高的加熱設(shè)備(如電阻爐�����、感應(yīng)爐)��。
避免坯料在高溫區(qū)長時(shí)間停留�,采用階梯式升溫或快速加熱工藝。
定期校準(zhǔn)測(cè)溫儀表���,確保爐溫均勻性��。
2. 氧化與脫碳
問題表現(xiàn):
氧化皮增厚,造成鍛件表面粗糙�、尺寸精度下降。
脫碳導(dǎo)致表層硬度降低���,影響零件耐磨性和疲勞強(qiáng)度�����。
原因:
加熱時(shí)金屬與空氣中的氧氣�����、水蒸氣等反應(yīng)��。
高溫下碳元素向表面擴(kuò)散并與介質(zhì)反應(yīng)���。
解決方案:
采用少無氧化加熱(如控制爐內(nèi)氣氛為中性或還原性)���,或使用 protective coatings(防氧化涂料)。
縮短加熱時(shí)間�,減少高溫段停留時(shí)長。
對(duì)脫碳敏感的材料(如高碳鋼����、模具鋼),可采用真空加熱或快速感應(yīng)加熱��。
二�����、變形環(huán)節(jié)常見問題
1. 鍛造裂紋
問題表現(xiàn):
表面裂紋:沿鍛件表面擴(kuò)展���,呈直線或網(wǎng)狀�。
內(nèi)部裂紋:隱藏于鍛件內(nèi)部���,探傷時(shí)發(fā)現(xiàn)(如中心裂紋��、放射狀裂紋)���。
原因:
原材料問題:冶金缺陷(如縮孔���、夾雜物、偏析)���、晶粒粗大���。
工藝問題:加熱速度過快(導(dǎo)致內(nèi)外溫差大)、變形量過大(尤其拔長時(shí)送進(jìn)量過?����。?���、變形溫度過低(金屬塑性下降)��。
模具問題:模具圓角過小����、表面粗糙����,或打擊速度過快導(dǎo)致應(yīng)力集中���。
解決方案:
嚴(yán)格檢驗(yàn)原材料����,避免使用有缺陷的坯料��;鍛造前進(jìn)行均勻化退火改善組織�����。
控制加熱速度(尤其高合金鋼需緩慢加熱)���,保證坯料內(nèi)外溫度均勻���。
合理設(shè)計(jì)模具結(jié)構(gòu)(增大圓角、優(yōu)化拔模斜度)�����,采用合適的變形速率(如液壓機(jī)比鍛錘更適合低塑性材料)。
控制單次變形量(拔長時(shí)送進(jìn)量與單邊壓縮量之比≥1.5��,避免 “十字裂紋”)��。
2. 折疊與夾層
問題表現(xiàn):
鍛件表面出現(xiàn)直線或曲線狀凹陷����,嚴(yán)重時(shí)形成夾層,探傷可發(fā)現(xiàn)����。
原因:
模具設(shè)計(jì)不合理(如模膛間距過小、飛邊槽位置不當(dāng))�����,金屬流動(dòng)紊亂�。
操作不當(dāng)(如拔長時(shí)壓下量過大、翻轉(zhuǎn)不及時(shí)�,或鐓粗時(shí)坯料鼓形過大)。
解決方案:
優(yōu)化模具設(shè)計(jì)�����,確保金屬流動(dòng)順暢����,飛邊槽尺寸匹配。
規(guī)范操作流程:拔長時(shí)控制壓下量(≤坯料高度的 1/3)�����,鐓粗時(shí)防止坯料過度鼓形(高徑比 H/D=2~2.5�,避免失穩(wěn)彎曲)。
對(duì)已產(chǎn)生折疊的鍛件���,需修磨或切除缺陷部位����,嚴(yán)重時(shí)報(bào)廢����。
3. 尺寸精度不足
問題表現(xiàn):
鍛件尺寸超出公差范圍,如長度�、厚度不均勻,或模鍛件錯(cuò)模��。
原因:
模具磨損�����、安裝不到位(如鍛模錯(cuò)模)或彈性變形過大。
坯料體積計(jì)算誤差����、加熱后氧化皮脫落導(dǎo)致體積變化。
冷卻過程中收縮不均勻(尤其復(fù)雜形狀鍛件)����。
解決方案:
定期檢修模具,磨損嚴(yán)重時(shí)更換或補(bǔ)焊修復(fù)�;確保模具安裝精度(如使用導(dǎo)柱、導(dǎo)鎖定位)�。
精確計(jì)算坯料體積,預(yù)留適當(dāng)加工余量(考慮氧化皮損失和收縮量)�����。
采用等溫鍛造或熱模鍛工藝����,減少冷卻收縮影響;復(fù)雜鍛件可通過數(shù)值模擬(如 Deform����、Forgemap)優(yōu)化工藝參數(shù)。
三、冷卻環(huán)節(jié)常見問題
1. 冷卻開裂
問題表現(xiàn):
鍛件冷卻后內(nèi)部或表面出現(xiàn)裂紋�,尤其高碳高合金鋼(如 Cr12��、高速鋼)易發(fā)生���。
原因:
冷卻速度過快����,導(dǎo)致內(nèi)部應(yīng)力(熱應(yīng)力�、組織應(yīng)力)超過材料強(qiáng)度極限。
鍛后未及時(shí)退火����,殘留應(yīng)力未能釋放。
解決方案:
根據(jù)材料特性選擇冷卻方式:
空冷:適用于低碳鋼����、普通合金鋼(如 45 鋼、40Cr)����。
坑冷 / 砂冷:適用于中高碳鋼、低合金鋼(如 T8�、20CrMnTi),放入干砂或石灰坑中緩慢冷卻。
爐冷:適用于高合金鋼���、高碳鋼及大型鍛件���,鍛后立即轉(zhuǎn)入退火爐隨爐冷卻。
鍛后及時(shí)進(jìn)行去應(yīng)力退火或球化退火����,消除內(nèi)部應(yīng)力。
2. 組織不均勻
問題表現(xiàn):
鍛件內(nèi)部晶粒大小不一(如混晶)����,或出現(xiàn)帶狀組織、魏氏組織���。
原因:
變形溫度不均勻(局部過熱或低溫變形)����,或變形程度不足(未達(dá)到再結(jié)晶溫度)�。
冷卻速度不均勻,導(dǎo)致相變不一致��。
解決方案:
保證加熱均勻性����,控制變形溫度在合理區(qū)間(始鍛溫度~終鍛溫度)��。
確保足夠的變形量(一般≥15%~20%)�����,使金屬充分再結(jié)晶;對(duì)大型鍛件采用多向鍛造破碎粗大組織����。
冷卻過程中保持環(huán)境溫度均勻(如使用緩冷坑或控溫爐),必要時(shí)進(jìn)行正火處理細(xì)化晶粒���。