- 網(wǎng)站首頁
-
關(guān)于華偉
關(guān)于華偉

-
產(chǎn)品中心
產(chǎn)品中心

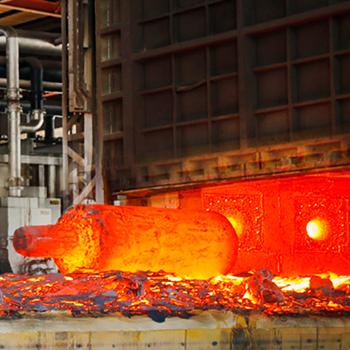
- 大件熱處理
- 精密加工
-
新聞動(dòng)態(tài)
新聞動(dòng)態(tài)

-
聯(lián)系我們
聯(lián)系我們